公司新闻
生产蓝牙模块时的SMT流程
作者: 飞易通 时间:2020-07-01 14:54
SMT
炉温曲线
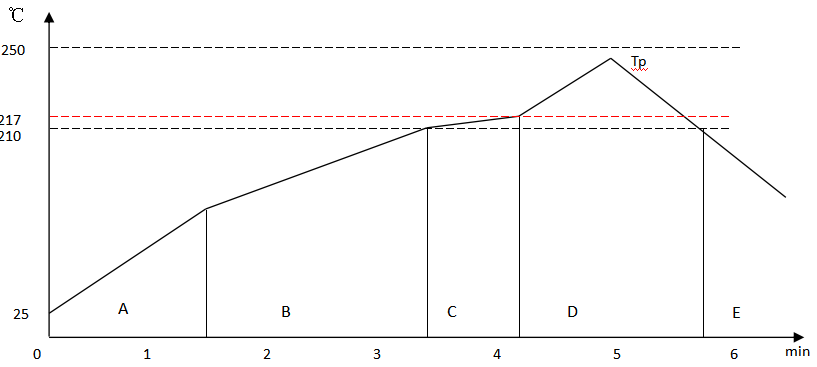
预热区A
预热区的主要目的是将主板和组件加热到120〜150℃。这促进了溶剂的快速蒸发并减少了对部件的热冲击。建议以0.5〜2℃/s的速度将温度升至150℃。如果加热速度太快,则很容易产生锡球,这是由于汽化的溶剂飞溅而引起的,还会引起灯芯现象,元件变形等。
预热区B
在此阶段,必须激活助焊剂并确保板上的温度分布均匀。今天常用的热风回流炉比几年前的红外线炉要均匀得多,因此可以使用线性加热曲线。另请参阅板的尺寸,密度和炉效率。建议在150℃至210℃烘烤60至120秒
预热区C(选择)
为了解决立碑问题,可以将其在210〜217℃的烘烤区中放置20至30秒。
回流区D
图中所示曲线是针对Sn / Ag3.0 / Cu0.5合金制成的,可作为其他合金的参考。有必要根据特定过程的要求调整曲线。推荐的峰值温度(Tp)在230至250℃之间,高于217℃的时间在30至90秒之间。
冷却区E
推荐的冷却速率小于4℃/ s,以使板快速冷却并固化焊点,以最大程度地减少金属间化合物层。它还有助于手持,同时避免助焊剂挥发物进入车间。快速的冷却速度还有助于产生小而紧凑的颗粒结构。由较慢的冷却速度引起的具有大颗粒结构的焊点的可靠性相对较差。
回流焊
当已安装模块的PCBA通过熔炉时,请严格要求PCBA使熔炉通过轨道,并且严禁将回流熔炉通过格栅。因为模块上有BGA设备,格栅的晃动很容易导致BGA引脚的粘焊率很高。
回流焊接工艺设计(例如制作炉子夹具时)应避免干扰设计,以免导致模块上的任何器件偏移。
与模块的波峰焊
对于附有模块的PCBA,如果由于工艺要求而需要波峰焊,请为模块提供特殊保护,以防止波峰焊过程中锡焊飞溅引起的异常焊接短路或其他不可预测的隐患。
不建议将PCBA与模块一起用于波峰焊过程。请考虑在波峰焊后手动焊接模块。
预防措施
推荐的焊膏不是干净的助焊剂
不要将模块浸入助焊剂罐中
请勿使用过多的助焊剂或焊锡膏以防止短路
禁止通过蓝牙模块两次,也不允许反向模块(芯片朝下)
通过炉子时,请确保模块平稳向前移动,并且轻微的振动可能会导致虚焊或BGA芯片短路。
最热新闻
联系我们
QQ: 2676865265
手机: 17744976310
邮箱: sales02@feasycom.com
公司地址: 深圳市宝安区西乡街道铁仔路50号凤凰智谷A栋盒子508室